
The expansion is the latest in a series of significant company milestones for RapidMade, serving as a testament to their mission to deliver innovative and personalized solutions.
Why Work with RapidMade As Your 3D Printing Partner

We are more than just a manufacturer, engineering service or 3D printer; we treat every project as if it were our own – with the utmost care and attention to detail. Why? Because every business has its own unique drivers, goals, and needs – and your projects deserve to be custom-tailored to exceed your expectations.
RapidMade Develops Techniques to Strengthen 3D Printed Nylon Parts with Reinforced Fibers

Carbon-fiber-reinforced 3D Printed Nylon Part
RapidMade recently completed research on investigating a solution to produce custom agricultural parts from 3D printed nylon reinforced with fibers in epoxy polymers. The work was completed with Oregon State University and was funded with an SBIR grant from the USDA.
Additive manufacturing reduces the cost and lead time of individually produced parts. Most printed plastic materials lack the strength needed to replace metal parts. Synthetic and natural fiber reinforcement can increase the strength of these lighter plastic parts making them comparable to metal. Well characterized design and manufacturing processes are critical to produce reliable composite parts.
Research focused on:
· structural component designs including materials selection
· pilot manufacturing process development
· manufacturing and mechanical component property validation.
Outcomes identified possible techniques for component design and manufacture to:
· eliminate plastic part anisotropy
· control warp and residual stresses in composite components
· verify plastic/epoxy bond strength
· optimize print orientation
· improve fiber reinforcement application
· establish curing cycle and post-processing requirements.
Future research will study part design techniques to:
· determine best practices
· create structural and processing analysis rules
· explore different material options
· optimize manufacturing processes for small batch production
· evaluate aging and environmentally induced stress responses.
Component design and manufacture showed positive results in terms of low-cost manufacturing process and performance. Fiber-reinforced parts performed better than the plastic-only reference components with strength comparable to the original metal parts. Data suggest that a reliable method for engineering and manufacturing fiber reinforced composites using printed parts was found. Proof-of-concept agricultural and robotic parts that can replace obsolete and custom equipment were shown to be potential affordable alternatives to the originals. Design aspects like matching plastic core and fiber reinforcement characteristics for optimal final composite products need to be addressed in detail.
New composite alternatives can be used to:
· make replacement parts
· increase field productivity
· upgrade or reconfigure machinery
· improve equipment operations and efficiencies
· manufacture components using more sustainable materials
· enable local farms to be more independent in part procurement.
This manufacturing process can enable small production plants to make parts locally as needed. Future work should build on current results by studying custom design, materials selection, manufacturing process optimization and aging and environmentally induced stress responses. Specifically, research focused on bonding reliability between printed parts and fiber reinforcement and combining components in a simple, efficient composite manufacturing process.
Work was subdivided into the following areas:
Mechanical Properties and Anisotropy of 3D Printed Parts. Baseline tests measured printed part mechanical properties prior to testing composite fiber components. ASTM standard tests of mechanical properties and microscopic analysis across a range of printers identified part anisotropy. Print parameters were established to limit anisotropy. Additional design parameters must be developed to limit impact on composite part performance.
Characterization of the 3D Printed Plastic-Fiber Reinforcement Epoxy Bond. Detailed bond tests were performed on parts made using two different fabrication techniques and three alternate fibers. Single lap joints were shear tested to failure to study nylon composite bond response. Multiple test scenarios characterized the nature of the bond, the minimum overlap requirements and the relative results with different fiber materials. Part failure occurred before the bond confirming the hypothesis. Actual bond strength data was captured. The use of organic fibers as an alternative lower cost composite reinforcement was confirmed.
Composite Manufacturing Process Evaluation. An established composite manufacturing process employed for small batch production was used for testing. Research focused on adapting these techniques to printed materials. Successful composite test parts were created and used for mechanical properties testing. Elements of the composite manufacturing process were investigated to improve the epoxy-nylon bond and to minimize component stress during heat curing. Trials were conducted to further simplify manufacturing techniques and optimize part quality. Work focused on three test components and three alternate fiber reinforcement materials. Iterations evaluated manufacturing process and part quality improvements. Findings were summarized in the published research.
Warping of Components During Curing. The effects of bonding between thin wall printed parts and fiber reinforcement using different configurations was studied. Thin wall components and the ability to assemble larger composite parts from multiple smaller printed parts are critical requirements for farming applications. The work focused on composite cooling times and fiber direction. Non-traditional inverse core sandwich constructions were also studied and tested. Results were positive; additional work will focus on further internal part stress reduction.
Design of Fiber-reinforced Test Components: Three designs were tested: a tractor linkage arm, a compound moment arm and a robotic fruit picker. These parts were selected as they experience different operational compressive and tensile stresses. The fiber reinforced parts were dimensionally comparable to the original metal parts. Mass reduction and low-cost manufacturing were assessed.
Construction and Testing of fiber-reinforced, 3D printed composite parts: Baseline finite element analysis for loading and elastic deformation simulations was performed on part designs. Unreinforced printed parts were mechanically loaded and tested; experimental results were compared to the simulations and test part baselines were created. Loading tests were repeated using fiber reinforced composite parts to characterize mechanical property augmentation due to fiber-reinforcement and the overall part performance. Extensive testing was conducted on all three parts using a range of fiber materials. The results were cataloged and contrasted to establish performance models. The work also analyzed the impact of composite construction methods on finished part mechanical properties.
Impact of temperature cycling on fiber-reinforced, 3D printed composite parts: Cyclical temperature tests performed on all parts using multiple fiber materials determined fiber bonding impact. This work measured bonded composite delamination using non-destructive test methods. Results confirmed that printed part design and fiber reinforcement location can impact composite bonding in response to thermal stress. Minimum printed part thickness must be determined to minimize warping, during the initial curing process and in response to subsequent thermal stress. Printed parts need to be designed and manufactured to account for internal thermal stress factors. Design techniques to improve part structural strength properties need to be included in future work. Finally, reinforcing composites should be selected to have a coefficient of thermal expansion that matches the printed core to minimize thermal stress warping.
To read the complete technical research report go to https://www.rapidmade.com/resources
Join Women in Manufacturing's Oregon Chapter at Johnson Controls Tour & Networking
Visit Johnson Controls with WiM Oregon!
Join WiM Oregon for a plant tour and networking event at Johnson Controls on Thursday, March 21! Johnson Controls has more than 100 years of experience delivering vehicle batteries to meet customers’ evolving needs. They provide batteries to global automakers and aftermarket distributors and retailers, and their global footprint, manufacturing capabilities, and value added services to deliver high quality products to customers in support of their growth, wherever they are located.
We'll enjoy at plant tour of the Johnson Controls Canby facility, a light lunch, and networking with the Portland Workforce Alliance organization. We hope to see you there!
Date:
Thursday, March 21, 2019
Time:
9:00 a.m. - 1:00 p.m.
Location:
Johnson Controls
800 NW 3rd Ave
Canby, OR 97013
United States
Pricing:
Student: $10
Member: $15
Nonmember: $20
Join Women in Manufacturing Oregon Chapter's Workshop/Networking Event

Join us on Wednesday, June 27!
WiM Oregon is hosting a mini workshop and networking event on Wednesday, June 27! Renee Eaton, WiM Oregon Chair, RapidMade CEO and former management instructor, will facilitate a session where participants complete the Kolb Learning Style Inventory and explore how their preferred learning styles impact their approaches to problem solving, communication, conflict and team effectiveness. Attendees will also have time before and after to network and socialize. We hope to see you there! Refreshments will be served.
Date:
Wednesday, June 27, 2018
Time
5:00 p.m. - 7:00 p.m.
Location
Hillsboro Chamber of Commerce
5193 NE Elam Young Parkway, Ste. A
Hillsboro, OR 97214
Pricing:
WiM member: $25
Nonmember: $40
Student: $20
*Limited space available.
Thank you to our event sponsor!

RapidMade Attends Operations & Technology Management Symposium

Renee Eaton returned to the University of Portland's campus last week to attend its Operations & Technology Management Symposium. Renee, a former management instructor at UP, always welcomes a chance to reconnect with faculty, students and fellow operations executives.
This year's event included Key Note Speaker Mike Malin, VP of IT Product & Merchandising Solutions at Nike, who explained his philosophy on managing technology given the acceleration of innovation. Other presenters included Vikas Sharma, an Intel Technology & Process Development Manager who talked about the trends and challenges surrounding Artificial Intelligence and Keith Burton, an Intel Director of IT Marketing Solutions, who described how his firm is using research, marketing and customer services to manage operations globally.
The annual symposium is always a great way to celebrate Manufacturing Month.
RapidMade Announces HP Multi Jet Fusion Services

In honor of National Manufacturing Day 2017, RapidMade demonstrates commitment to continuously invest in technology, training and increase our knowledge of advanced manufacturing techniques.
October 5, 2017: RapidMade announced today it is offering services based on HP’s award- winning Multi Jet Fusion technology. Based in Portland, Oregon, RapidMade offers customers expertise on materials, engineering and manufacturing processes including advanced technologies like 3D printing. On the heels of its move into a larger facility to increase capacity for larger clients, the company is delivering on its promise to expand its capabilities and invest in new technology such as HP’s Jet Fusion 3D 4200 printing solution.
“With National Manufacturing Day coming up on Friday, October 6, it is worth reflecting on our goal when we founded RapidMade in 2011,” said Renee Eaton, RapidMade CEO. “We felt there was an opportunity to capitalize on the growing additive manufacturing market, sustainably localize manufacturing and do our part to employ and educate a new generation of manufacturing professionals. The addition of transformational technologies such as HP’s Multi Jet Fusion is at the forefront of our mission.”
“We share HP’s vision for the digital transformation of manufacturing, and as we look to help our clients compete in the digital age, we are so excited about the capabilities of HP Multi Jet Fusion,” added Eaton. “Whether our customers are looking for design support, prototyping or more complex projects, the quality, speed and cost savings enabled by the Jet Fusion 3D 4200 solution will deliver.”
The HP Jet Fusion 3D 4200 solution lowers the barriers of entry to additive manufacturing by providing faster build speeds, high-quality functional parts, and breakthrough economics. The HP Jet Fusion 3D 4200 machine operates through a unique Multi-Agent printing process, offering dimensional accuracy, fine aesthetics, and superior mechanical properties. Parts can currently be printed in High Reusability PA 12. Additional materials will be available as the largest chemical companies in the world develop certified materials for HP’s Open Materials Platform, providing customers with an ever-growing portfolio of materials for different applications.
About RapidMade
Based in Portland, Oregon, RapidMade’s knowledge of materials, engineering and manufacturing processes extends to both traditional and advanced technologies. We like to design and build things, and we like to work with clients who feel the same way. We believe that our customers’ competitive advantage stems from their ability to create, produce and market better products. That’s why we focus on applying the latest materials, manufacturing and engineering technologies to the process of developing, prototyping, manufacturing, and marketing products. And we use this knowledge to help our clients apply the right solutions to their business needs. If you are looking to create a new product, improve an existing one, find a new manufacturing solution or want a partner who can help you take advantage of the latest digital and additive technologies then we can provide you with a range of services from a simple part or prototype to a complete analysis of your product or processing needs. It is this focus and passion, together with our ability to provide these services in a unique and cost effective way, that makes us different.
Contact RapidMade to learn more:
To request a quote, submit a Quick Quote, or email RapidMade at info@rapidmade.com.
RapidMade Clients Named PBJ Small Business & Innovation Award Winners
Congratulations to Innovarai and Madorra Medical who are among Portland Business Journal's 2017 Small Business & Innovation awardees! Their achievements will be recognized and their products showcased on November 1st from 5:30 p.m. - 7:30 p.m. at the Portland Hilton Hotel.
Rapid prototyping and low-volume production, made possible through 3D printing (additive manufacturing), are lowering the barriers to entry for entrepreneurs and start ups. These advanced manufacturing technologies lower costs, reduce lead times, and optimize designs, making product launches more affordable and timely.
Just a Reminder, PSU's Business Accelerator's Company Showcase is Tonight
Come see RapidMade at PSU's Business Accelerator Company 11th Annual Showcase. We are officially graduating from the program tonight, Monday, May 18 at 5:15!
Here's the agenda:
Doors at 4pm
Pitch group 1: 4:30pm
Pitch Group 2 & Company Awards: 5:15pm
Pitch Group 3: 6:00pm
Please vote for RapidMade...

RapidMade is participating in the FedEx Small Business Grant Contest. We are hoping to use the proceeds to buy another 3D printer... Please help us!
4D Printing

Advances in 3D Additive Manufacturing technologies are far too often attributed to advances in the actual 3D printers themselves, but the machines are only 1/3 of the equation.
Often times new, innovative materials and software can have an even more profound impact on available products in the industry, or in this case, any industry.
The U.S. army just invested $855,000 in multiple projects around the development of "4D printing" software. Don't let the name fool you. The structures are created using the same 3D printing techniques on the market today, but this software allows for fundamental alterations in part design that allow the final construction to be completed after the part has been created.
By making parts out of hundreds to thousands of little, jointed components we can take advantage of new properties resulting from complicated assemblies. Additionally, we can now create objects that would have originally been too large for the relatively small beds of 3D printers.
These complicated assemblies would be far too labor intensive and costly to manufacture using any other technology available today.
Useful examples would include the dress in the video which behaves differently as we vary the size and placement of the joints throughout the dress's structure. We could also create very large objects previously compressed which snap into place to create a rigid, permanent structure much larger than the compressed one.
A lofty goal of this software would be to fabricate large objects on site in remote locations, like on an air craft carrier or on a colony in space where real estate for such equipment may be at a premium.
The beauty of Additive Manufacturing is that the users see new capabilities such as 4D Printing and come up with their own amazing applications.
Eight Common Rapid Prototyping Mistakes

The good folks at Malco Design created this fantastic white paper about the common pitfalls people experience when making rapid prototypes. The eight examples are really important to understand so that expectations and decision making can result in an optimal prototype tailored to the customer's needs. They are:
1. Poor communication/coordination between designer and prototyper - There are many variables that effect the final part strength, features and dimensions, like overall part size, process used or build orientation. It is very important that the prototyper make clear where uncertainty can occur and how to minimize it and just as important that the customer make clear the critical requirements of the prototype.
2. Overestimating users' knowledge of rapid prototyping - Many services bureaus are receptacles for uploading files and producing them in order to cut down on labor. In those instances it is incumbent upon the customer to know all the rules of rapid prototyping, may of which change over the course of months as new technologies and materials are developed. Prototypers need to keep designers informed and designers need to be vigilant to fill in their own gaps in knowledge.
3. Belief that anything can be built as a rapid prototype - There is a lot of hype in the industry that rapid prototyping can build anything and solve any design issue. Vary large parts are often not suited for the process and unless doing rapid machining, same goes for tight tolerances. Sometimes when experiences don't line up with expectations, customers are wary to use the technologies again.
4. Expecting prototypes to be perfect the first time - My favorite by far! If prototypes were always perfect, you wouldn't need them and you would instantly cut your $50,000 mold. Never forget that prototyping is an iterative process and some design flaws cannot be discovered until one tests the physical prototype in front of them.
5. Using wrong materials or processes - SLA or Polyjet photopolymers degrade in UV light over time, making them not great for production parts, SLS can have rough surface texture and feature definition, Z Prints are brittle and FDM has great variance in strength between its layers. Each of these processes has innate benefits as well. Selecting the correct material and technology is essential to getting the prototype right the first time.
6. Selecting a vendor whose capabilities don't match your needs - Some vendors are fast. Some are knowledgable. Some focus on good customer service while others focus on bargain basement pricing. Research the company with whom you plan to do business. All prototypers are differentiated to work with a specific customer niche and you should make sure you are the customer that fits their capabilities and strengths.
7. Ignoring the value of prototyping - Time is money and many companies are willing to put the extra cash down to get the product right the first time and as fast as possible. Tooling up a factory for mass production is a lengthy and expensive process. The later an error is discovered, the more costly it is and the longer it takes to solve. This could be devastating for companies trying to maintain their margins or release products when consumers actually buy them (think electronics at Christmas or pool toys in the summer.)
8. Building more than is necessary - Many times designers try to make an entire assembly without being sure that each individual component works correctly first. It can save a great deal of cost and time if the components are individually created, and then, once proven, used to build a larger, more complete device.
3D Printed Casts

The technique is antiquated and could use a little something of a shake up thanks to new technology.
Setting castings in plaster is centuries old and has a variety of uncomfortable problems. Scanning and imaging of the body are common place in the medical field in order to diagnose injuries and illnesses, but the ability to create prosthesis and custom fixtures directly from those scans is brand spanking new, from printed bones and teeth implants to entire artificial limbs. The parts either fit to the contours of your body or are exact replicas of the body part which they replace.
This technique now produces a superior cast taken directly from a 3D scan of the broken body part and 3D prints a cast from the digital negative. The cast is designed with snap fits which enclose the arm, keeping it from moving, but making it accessible to air and hands. Much more comfortble.
Just another simple example where the medical field can benefit from applying new technologies (additive manufacturing/3D printing) to ones that are already pervasive in the medical field (3D scanning and imaging.)

Additive Manufacturing in Aerospace

A stainless steel bracket optimized for weight reduction (front) and the traditional cast bracket in the back.
Additive manufacturing (AM) has long been the holy grail of Aerospace OEMs like Boeing and Airbus. Where typically the costs of metal laser sintering can be prohibitive to mass producing parts, in the aerospace industry volumes are low enough and the design optimizations can easily pay for themselves in fuel and material savings.
EADS Innovation Works recently released a study that says implementing additive manufacturing into planes and other aircraft could reduce material use up to 75% and fuel consumption up to 40%.
Let's set aside the obvious environmental benefits for a moment. In an industry that is a slave to fuel costs and customers who always buy the lowest sticker price ticket off aggregator websites, airlines tend to get squeezed when it comes to making their margins.
Cutting just one pound of weight out of an aircraft can save over $10,000 in fuel costs every year. Not only do AM parts cut out that 75% of the material by only using structure where it is absolutely necessary, but light weight, high cost metals like titanium are now available where they were traditionally cost prohibitive, further lightening the load.
Machining titanium parts from billet generally causes up to 90% material waste versus virtually no waste from making the parts additively. Couple that with needing less material in the part design as a whole and scores of components that used to be made from stainless steel or aluminum can now be made from the valuable metal.
This is why we now hear engineers and executives dreaming about the development of printers that are large enough to manufacture entire wings. They see the value in a future where aircraft are created entirely from printed components.
Maybe the additional payload provided by these technologies will eventually even eliminate the need for bag fees. Unlikely, but one can dream!
6 Axis Extrusion Printing

Be warned, for this is only a prototype, although a cool one at that. Unlike your home Makrbot, or even industrial level Fused Deposition Modelling machines made by Stratasys, this 6 Axis(!) extrusion printer prototype can extrude far more than layers. Capable of printing directly on a curved object or making multi-directional print lines, this literally adds a new dimension to extrusion printing.
There are two typical weaknesses of extrusion based printing that a 6 axis printer fixes. First is that between layer lines, the strength of an object can be up to 75% weaker than along the planes of the layers.
Additionally, machines require disolvable support material to make complicated geometries with undercuts, a technology on which Stratasys machines have an exclusive patent. The 6 Axis machine creates these geometries without violating patent law.
Cheers to novel ideas.
Bentley Uses 3D Printing to Design Vehicles
Bentley makes to scale models in hours instead of weeks to validate designs and increase time to market.
“We can simulate what a car is actually going to look like and show our bosses absolute reality.”
– Kevin Baker, Design Model Manager.
This helps speed up the approval process and make sure the concept of the design is perfect before investing too much time and money in working on flawed individual components.
Check out the video below and remember that you don't have to invest hundreds of thousands of dollars in equipment to get the same models and prototypes that Bentley makes in house if you contact RapidMade!

A Great Infographic Breakdown of the 3D Printing Market
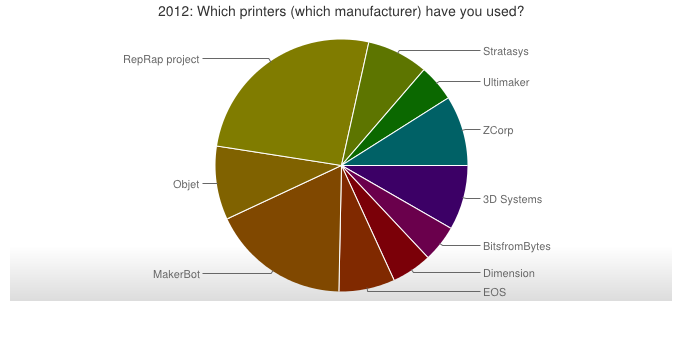
Everybody loves infographics, almost as much as they love 3D printing. Combine the two and you get a pretty concise look at some important metrics in our field, like what technologies and service bureaus people use, the make-up of professionals in the field, and why people use 3D Printing.